认识刀模
刀的种类从刀锋角度,刀身和刀锋的硬度,刀锋的纹路,刀锋和刀身的表面加工工艺来区分的话,就不下100多种。

刀模的开发与制作是建立在深刻理解客户产品需求信息和对材料有相当了解的基础上的。客户要表达的信息,都呈现在那张设计图上,所以要审图在先,把客户的要求转换成自己工艺流程,最终产品的呈现。
设计生产工艺流程,就要求工程人员对材料有相当的认识。还有另一个要素就是,对自己公司的机器的性能也要相当的了解,可以这样说:认识材料、了解机器生产性能,这是工程师必须必备的基本功。
知道客户要得到的是什么、知道材料的属性、再联想我们机器的生产性能,在脑海中构造生产时的情景,会出现的问题,怎样解决?解决的方案就是你设计的工艺流程,而刀模就是能把你的所思所想变成现实的重要工具。能否达成客户的需求,就看你那把刀做得怎样了。
激光刀模
利用激光的强能量性对刀模板进行高深度烧蚀,从而达到安装切割刀的目的。
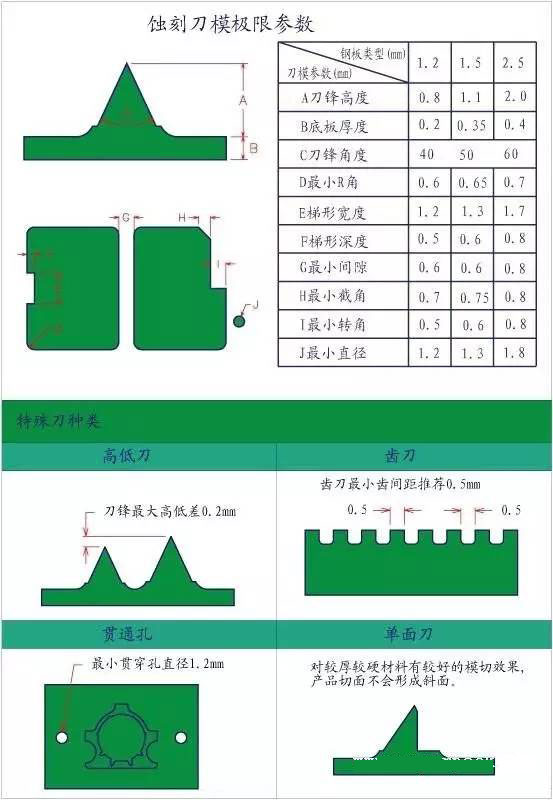
蚀刻刀模
蚀刻刀模,雕刻刀模是继激光刀模后发展出的一种精度高,难度高,刀口无缝,切断线条光滑,重复精度高的刀模。其主要应用于软性电路板 FPC,电子薄膜,偏光片,背光片,透光片,折射片,不干胶,纸工艺, 麦拉片PET……轮转刀模挟其速度精密优势,更是未来的主流。蚀刻无缝刀模及雕刻刀模应用于高精密 之薄膜及LINS等裁切成型。
QDC 模具
QDC 模即采用模块组合的方式,使用雕刻刀模或腐蚀刀模安装到五金冲模模座中,进行冲切、清废;因为 可以根据不同的模切需要进行快速模具更换,兼顾了刀模的优势和冲模的精度、稳定性。
各种刀模的优缺点比较
蚀刻刀模,雕刻刀模与激光刀模对比:
蚀刻刀模 | 激光刀模 |
1.成品设计限制小 | 1.成品外形设计较大 |
2.刀面平整,替换快,节省因测试时所耗费的材料与时间. | 2.刀面平整度较差,常须使用垫片调整,需专业人员操作.耗时费材. |
3.同一套刀具,可轻易做高低刀组合.面对复杂工件,几可一次成型,符合时间与精度要求. | 3.高低刀组合较难控制 |
4.同一刀口可变化不同角度,以因应多种不同材料变化. | 4.只能制作一种角度.无法变化. |
5.无缝刀口,且垂直度佳.切断面光滑尤其用于光学膜,更显其价值. | 5.刀口有接缝. |
6.调模时间短 | 6.调模时间长 |
7.数个同图形在同一模上,尺寸趋近相同 | 7. 数个同图形在同一模上,尺寸相差较大 |
8.同一把刀重复制作,误差趋近于零 | 8.同一把刀重复制作,误差较大 |
木模与蚀刻模、镜面蚀刻刀模优、缺点比较:
木模 | 蚀刻模 | 镜面蚀刻模 | |
优点 | 1.单价低; | 1.无接刀口; | 1.镜面处理后的蚀刻模不会产生毛刺等问题; |
缺点 | 1.有接刀口; | 1.单价偏高; |
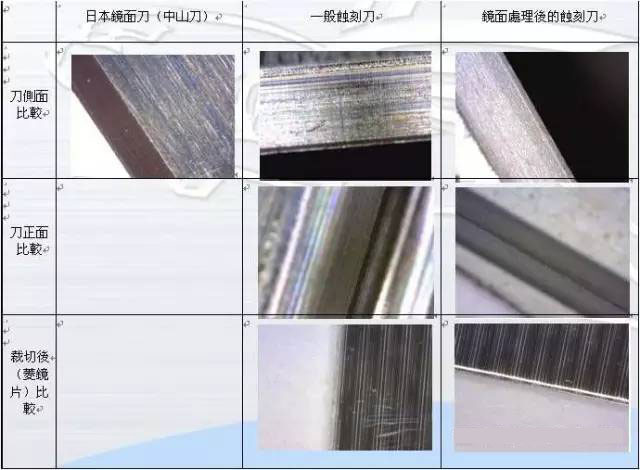
各式刀模实图比较:(日本、一般、镜面处理) 模切不同的材料要用不同的刀片才能达到最佳效果。还有刀模、材料、弹力海绵垫的3者的配合也至关重要。有一些材料经过模切后会产生尺寸变异,要做出好的刀模,也是需要刀模厂对材料的特性有了解,然后制定相应的加工工艺。
刀模的加工制作
我们以蚀刻刀模的制作工艺流程为例来了解刀模的加工制作:
蚀刻刀模工艺流程概述
1、接单
接单部门负责接收客户邮件,及并与客户沟通制作要求,报价,交货时间方式。待客户确认之后即开模 具制作单,开始排版最终把图纸做成腐蚀专用菲林,连工单一起交予腐蚀部。
2、腐蚀
腐蚀部门接到菲林与工单,确认板厚,刀高材料种类之后,即进行贴菲林晒版和曝光。最后经过药水处 理之后显出模具雏形,如曝光工作未做好,需对图形进行修补之后才可进入腐蚀机内进行腐蚀。达到要 求之后即可取出,洗去药水积炭之后,即可送入下一部门腐蚀部是对模具的一个粗加工部门。
3、CNC 雕刻
雕刻部门接到粗加工之后的刀模,目检确认之后即放入机台进行加工。由于模具大小及难易程度刀线长 短的不同,进行制作时间有所差距一般刀模1-4小时,特殊的需8小时甚至24小时以上才可完成CNC加工。完成之后班长进行检验,初步确定没有问题,才可送入QC。
4、QC
QC负责检验刀模尺寸,刀模刀锋等等,并负责制作检验报告,之后送入热处理。
5、根据客户冲切材料不同分为两种处理方式
材料不含不干胶的进行一般热处理即可,不干胶材料除了进 行热处理增加硬度之外,还要进行镀铁氟龙的处理,铁氟龙可使冲切的产品不粘刀模,但是由于工艺特 殊,镀铁氟龙不会影响刀模的锋利度。由主管在检验报告上盖章之后刀模即可进行包装出货。
6、镜面处理
本处理可去除刀模刀锋侧边微小纹路,达到镜面效果,可有效解决产品冲切抽刀时带出毛刺粉尘的问题,使产品边缘平整光滑。适用于冲切的要求较高的产品。