微凹辊涂布技术
微凹辊涂布方式的开发是基于市场对于薄层涂布均匀需求的提高。这种新的涂布方式机构简单,工艺重复性好并且可靠。
微凹辊涂布采用吻涂的方式,而普通凹版涂布基本上都有背辊,背辊的作用是使基材与凹版辊更好的接触,使涂布液更多的转移。但是由于背辊产生了压力,当压力不当时,基材容易产生皱纹等问题,从而产生涂布不均匀现象。微凹版涂布使用吻涂,一些潜在的问题就没有了。

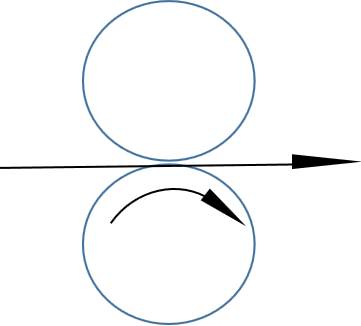
-正涂逆涂对涂布效果的影响-
正向涂布时,液体一部分涂在基材上,一部分留在辊子上,液体被分裂,中间产生拉丝和小液滴,涂布表面变得不均匀。
逆向涂布时,由于辊子和基材的运动方向不同,会产生剪切力,不会产生拉丝和小液滴,表面更均匀。
☆
-微凹辊的应用-
1.锂电池隔膜及极片的涂布:早期主要使用φ50mm的微凹辊,目前普遍使用φ80-100mm的微凹辊,而上海村田占据锂电池隔膜涂布行业70%份额。
2.离型膜:离型膜尤其是光学级别的离型膜,主要应用φ50mm的微凹辊。
3.光学膜:光学膜涉及范围较广,应用微凹辊案例较多,目前主流使用韩国的镀铬微凹辊和村田的陶瓷微凹辊。
4.其他行业:ITO、电化铝等行业均有少量应用微凹辊的案例。
☆
-涂料及基材对涂布量的影响-
1.速比对涂布量的影响:速比是影响涂布量的最大因素,随着速比的上升,涂布厚度也逐渐上升。在大约速比为 2 时,达到了最大值,然后随速比增加而下降。在速比 0.6~1 的阶段,涂布厚度上升比较快,但是在现场中,涂层出现了条纹等问题。

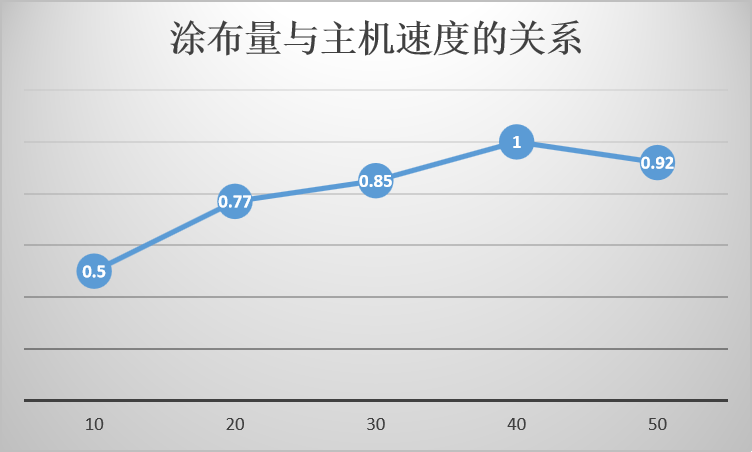
2.主机速度对涂布量的影响:主机速度是影响涂布量的第二大因素,随主机速度的上升,涂布厚度也随之上升,40m/min 时达到最大值,随后缓慢下降。
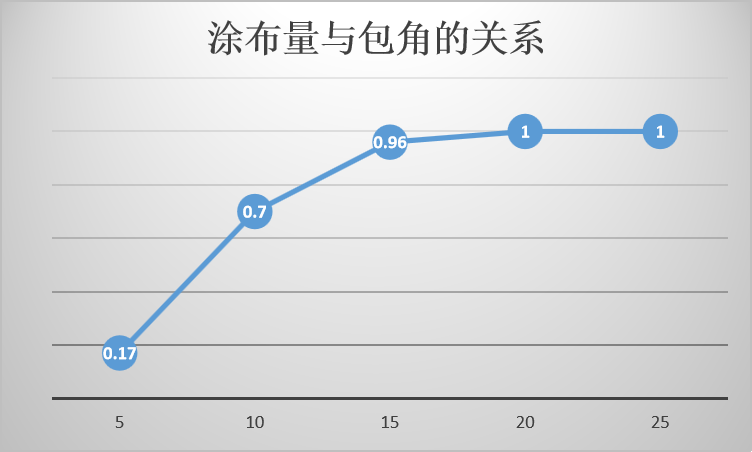
3.包角对涂布量的影响:适当的包角是涂布量稳定的重要因素,随包角的增大,涂布厚度有递增的趋势。在 5°到 15°之间,涂布厚度变化较快,在 15°到 25°度之间,涂布厚度变化缓慢。
4.刮刀压力对涂布量的影响:在刮刀压力较小的情况下,涂布厚度较大。增加刮刀压力,使得涂布厚度快速减小。随后从 1kg 到 4kg,涂布厚度比较稳定。但是从现场来看,刮刀压力过大时,刮刀会出现轻微变形,导致涂布不均匀。

☆
-影响微凹辊涂布效果的因素-

村田微凹辊网穴图

某品牌微凹辊网穴图
网墙的粗细及网墙面顶部的平整度将影响涂布的最终膜面效果,村田在实际生产中,网墙网口比最高做到1:8,网墙顶面的高差控制在0.5um以内。
☆
-微凹辊涂布的肥边现象-
微凹辊涂布中,常常会出现,在横向上涂层厚度不均,体现为操作侧涂布量较大,传动侧涂布量较小,使产品的次品率上升。
涂布液的粘度越小,涂布速度越高,肥边现象月严重,而蜂巢型基本不会出现这种问题。
1.肥边螺旋推进说:斜线型网穴在网纹辊上一般呈45°角排列,辊筒可以看成是螺纹非常细的螺杆,当螺杆转动时,会推动涂布液顺着网穴流动,向一段汇聚,造成肥边现象。该说法很好解释了蜂巢型无肥边现象的原因。
2.肥边振动说:微凹辊的操作侧的振动,显著大于传动侧,导致两次的涂布量不同。该理论与大部分案例操作侧涂布量大于传动侧相符,但是暂时无法解释蜂巢型无肥边的现象。

☆
-微凹辊刮刀-
微凹辊的刮刀和大部分传统网纹辊工艺的刮刀是非常不同的。主要的差异是刮刀的柔韧性及刮刀和微凹辊的接触角度。 相比于传统网纹辊的刮刀,微凹辊的刮刀应该选择更薄的厚度和韧性更强的材料。刮刀压在微凹辊上压力应该尽量轻。 刮刀与微凹辊的接触角度与传统网纹辊比,更陡。传统网纹辊的接触角度如果沿接触点画延长线的话应该是差不多经过辊筒的中心线,而刮刀与微凹辊的接触角度差不多是辊筒的切线角度。因为如果微凹辊与刮刀的角度处于非切线的位置时,刮刀的磨损会非常严重和迅速,辊筒和刮刀的寿命都会因此减少很多。
☆
-微凹辊涂布量的微调整方法-
在微凹辊涂布工艺中,基材的速度与涂布辊筒的速度的比值,对于涂布厚度的影响至关重要。随着辊筒转速的加快,在一定的范围内,涂布量会逐步地增加,等达到一定的峰值,又会呈现下降的趋势,整个曲线如同钟形,而并非会一直增加。
通常来讲,辊筒的转速比最低应该高于60%,不然可能带不上足够多的胶水,100%-130%是一个比较常规且比较稳定的设置,130%-200%的设置范围内,转速比越往上,涂布量越高,当超过200%时,涂布量反而开始下降,并且变得不稳定。
尽管微凹辊上的孔穴设计是决定涂布量的关键参数,上面的孔穴定了涂布量,这种涂布方式性价比极具下降。但是这个时候你可以通过调转速比,从另外一个角度又给涂布量的变化提供了一种可能,通常来说,这个可调的窗口为+/-10%或者更多一些,比方说你买的辊的标准涂布量是50um,那通过转速比的调整你可以涂45-55um的厚度,并且可以保证并不影响涂布质量。